
Outils de séparation et de rainure de série GT
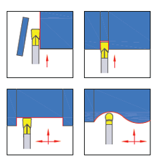
Les séries GT couvrent les géométries FC, MC, RC, FG, MG, FT, MT, OR et MR. Équipés de supports d’outils complets, ils peuvent réaliser l’usinage des pièces, des fentes, des tournages et des profilés; et avec des qualités multiples, ils peuvent répondre aux besoins d’usinage de matériaux tels que l’acier, l’acier inoxydable, la fonte et l’alliage à haute température.
 |
 |
 |
 |

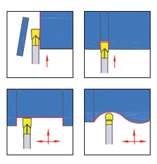
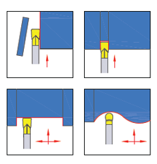
- Feature
- Application
- Application case
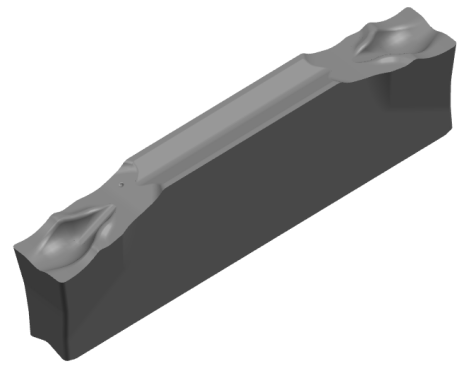
Insérer les caractéristiques
 |
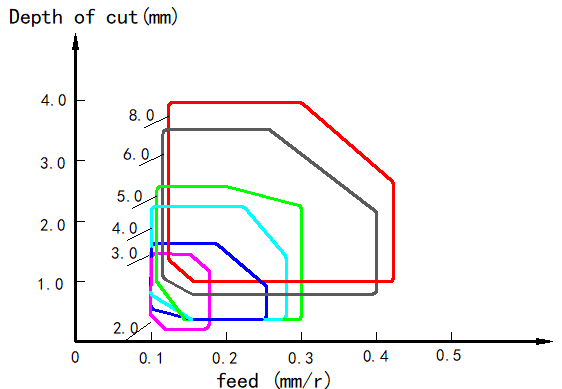
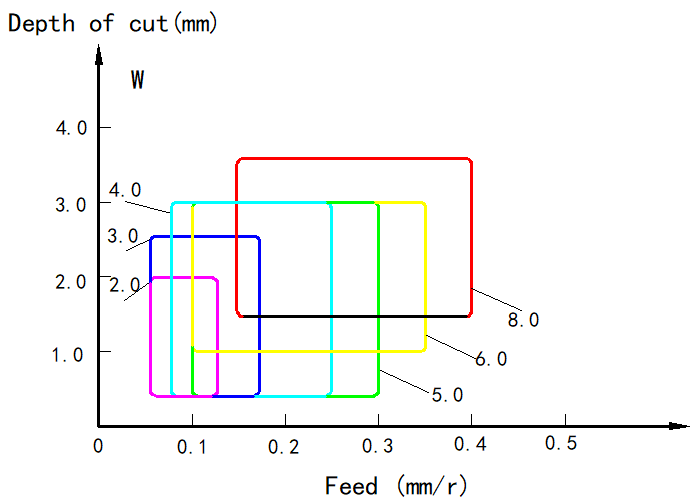
Alimentation faible en FT
●conception de l’inclinaison du bord, assurer le tranchant de la pointe; Convient pour le traitement de tournage axial; ●La conception du bras et du disjoncteur peut traiter le grooving radial, contrôler efficacement le curling et la direction d’écoulement des puces; ●Conception d’un grand angle de râteau assure la netteté du tranchant |
 |
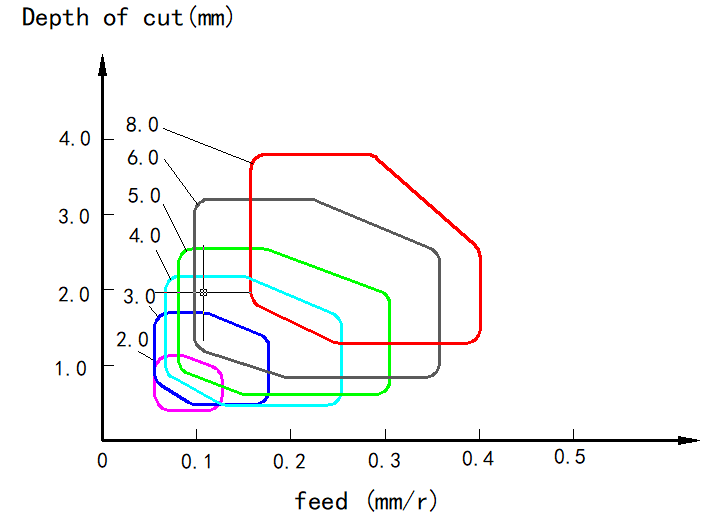
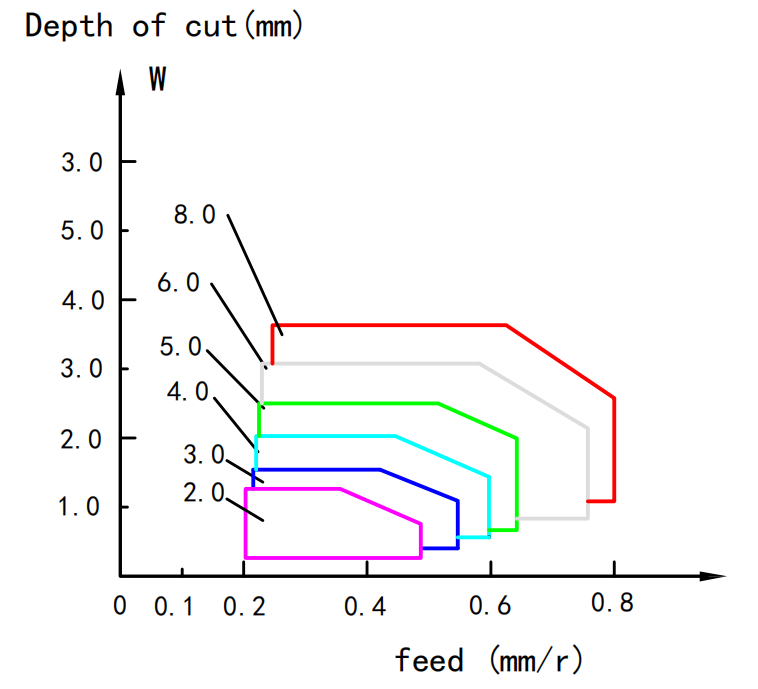
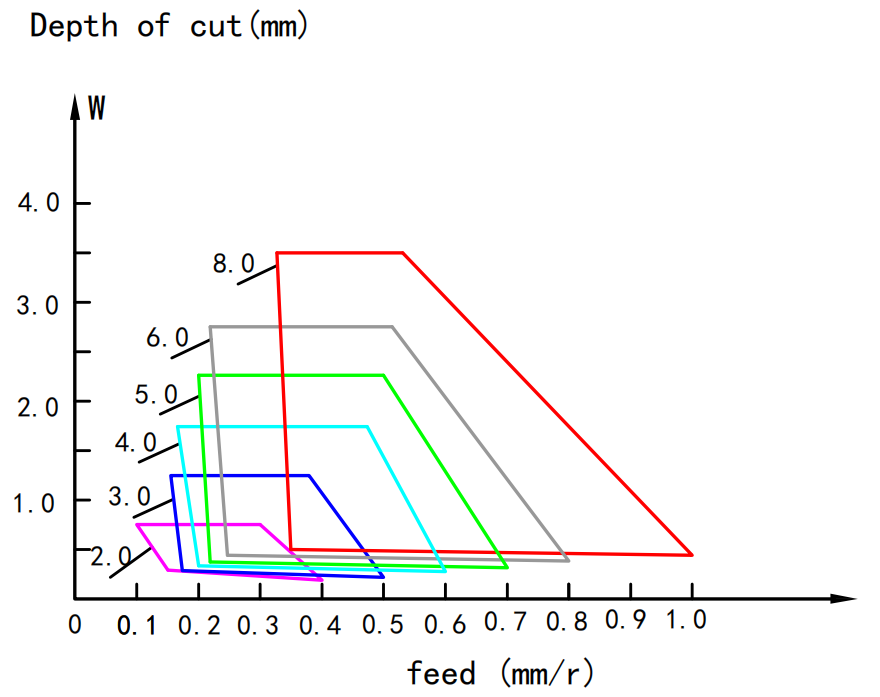
Pays Aliments moyens –Alimentation
●Conception de la largeur et de l’inclinaison des bords, S’assurer de la résistance du bord et du tranchant du bord de coupe; Convient pour le traitement axial du tournage; ●Grand angle de râteau avec la conception de la largeur de coupe, Assurer la résistance du bord et réduire la force de la puce ●Conception de brise-chips Contrôler efficacement le curling des puces |
 |
FC-Faible alimentation-Partage
●Surface de coupe avant courbée et conception de grand angle avant, créer un tranchant tranchant; ●Poche à puce 3D assure de bons effets d’emballage et d’élimination des puces; ●Conception du tranchant en forme de V, Bon pour le curling à la puce, adapté pour le grooving à faible alimentation; |
 |
MC- Partie moyenne d’alimentation
●Visage courbé, Ajuster la chute de la lisière pour assurer la netteté et augmenter la lisière de coupe en même temps; ●Aiguille de type C, S’assurer que le tranchant de la pointe, approprié pour la coupe à alimentation moyenne ●Brèche graduée graduée, Chips de contrôle serrés à l’hélical |
 |
RC-Feed High -Partage
●Chamfer pour coin coupe,Améliorer la résistance de l’insert et la durée de vie de l’outil, afin de répondre au flux élevé et interrompre le traitement; ●Conception de brise-chips, Afin de contrôler la boucle compacte à la puce spirale; ●Grand angle de râteau avec la conception de la largeur de coupe, Assurer la résistance du bord et réduire la force de la puce |
 |
FG- Faible alimentation -groving
● Réglez une poche de puces de lager au milieu du tranchant, afin de faire de la place pour libérer la puce. aux extrémités de la crête avant, ● La crête forme un certain angle avec le tranchant, afin de contrôler la direction de décharge de la puce. ● La conception de la largeur de coupe améliore la résistance de coupe. |
 |
MG- Alimentation moyenne – Groutage
●Râteau négatif rupture de la puce enroulée dégradée, Assurer l’excellent contrôle de la spirale de puce; ●Conception de bris de puce,Afin de contrôler la boucle compacte à la puce spirale; ●Grand angle de râteau avec conception de largeur de coupe nulle ou petite, Assurer la netteté du bord et réduire la force de la puce. |
 |
MR- Aliments moyens -Profilage
● La conception du bord courbé améliore la résistance du bord et améliore la douceur de la coupe; ● La conception de bras de coupe progressif multi-graduel plat, assurer une bonne rupture de la puce |
 |
OR-Feed de précision -Profilage
● Conception de bord tranchant pour assurer une bonne qualité de la pièce de surface; ● Conception de dissipateur thermique de type goutte d’eau pour augmenter la zone de contact du fluide de coupe. |
Présentation
les qualités de revêtement multiples, couvrant les besoins de transformation de matériaux tels que l’acier, l’acier inoxydable, la fonte et l’alliage à haute température, etc.
PVD:GST7135 GAT7125 GST7115
C.V.D.:GM1230 GK1115
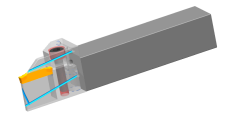
Caractéristiques du porte-outil
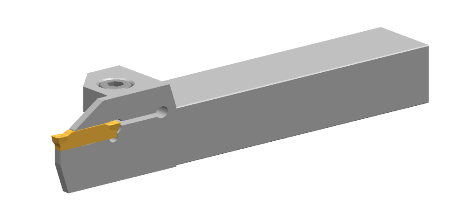
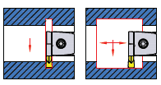
Diagramme de rainure de positionnement Limiter les déplacements à gauche et à droite Limiter la torsion gauche et droite |
●stabilité:
Sur la base d’un positionnement en V, associé à la conception de sections inclinées et de plates-formes aux deux extrémités, il peut efficacement réduire l’usinage axial de la lame, entraînant un déplacement latéral et une torsion. De plus, en appliquant la répartition de la force, la zone de force de la lame est plus grande et le minerai est uniforme, ce qui réduit le risque de fracture de la lame et améliore la stabilité de l’usinage. |

Insérer:
| Géométrie | Alimentation radiale | Aliments pour animaux |
| FT |  |
 |
| Pays | 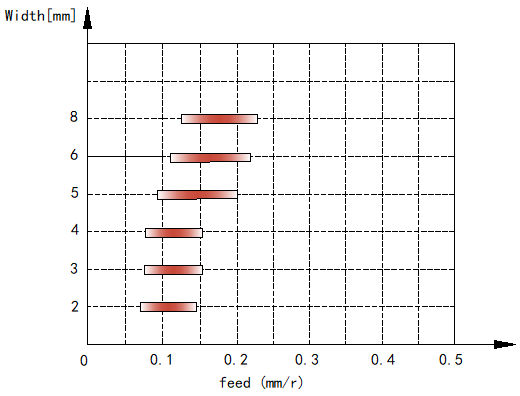 |
 |
| F | 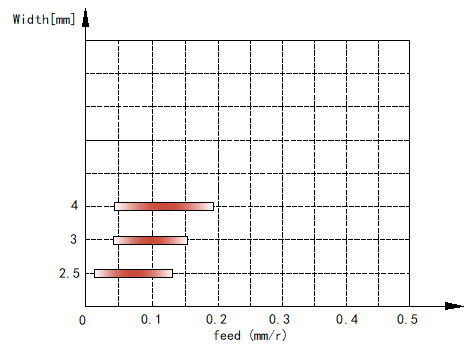 |
|
| Pays | 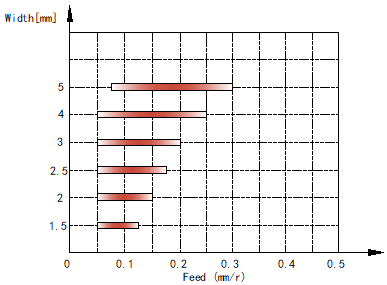 |
|
| RC | 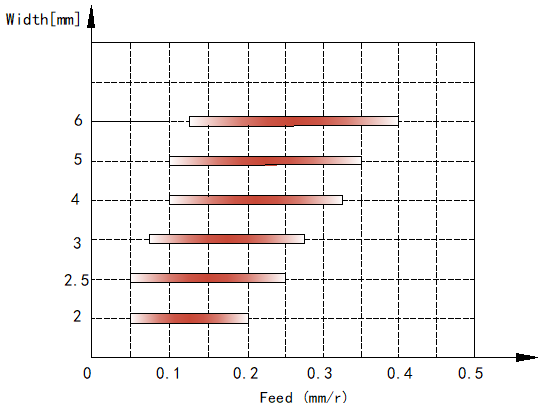 |
|
| FG | 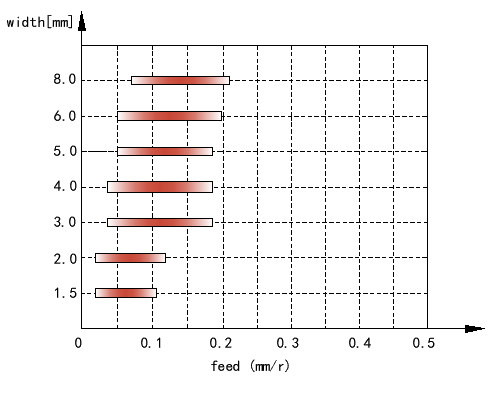 |
 |
| MG | 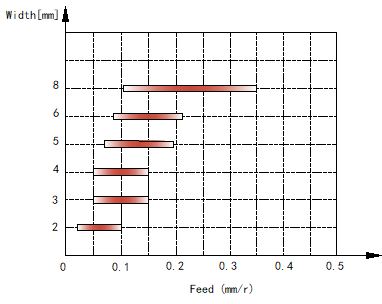 |
 |
| Les | 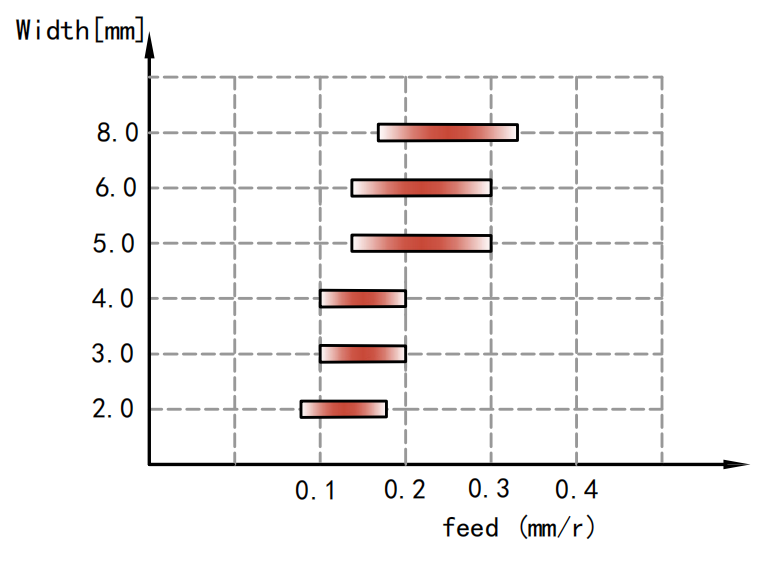 |
 |
| OU | 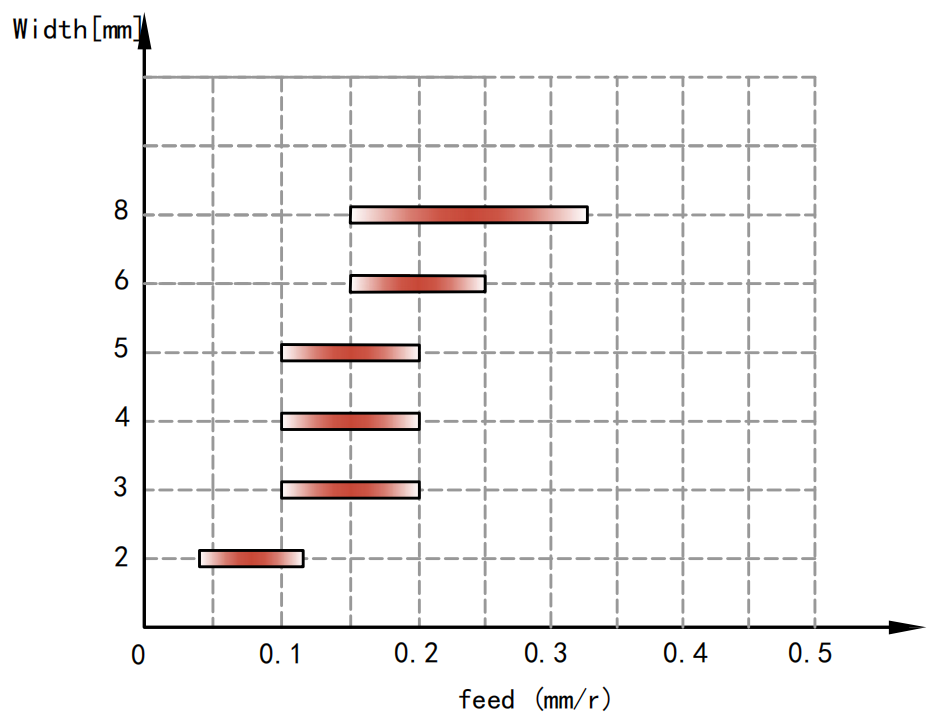 |
 |
Porte-outils & #160;:
Les types et les spécifications du porte-outils sont complets, couvrent une large gamme, et peuvent répondre aux besoins d’usinage des cercles extérieurs, des trous intérieurs et des faces finales. Nous pouvons fournir un porte-outil cylindrique externe pour l’utilisation avec une machine à marcher, jumelée à un tout nouveau porte-outil cylindrique externe à haute pression refroidi intérieurement, pour offrir aux clients une meilleure expérience d’utilisation des outils.
| Numéro | Série Porte-outils | Type de traitement | Schéma | Commentaires |
| 1 | ETP | Extérieur |  |
 |
| 2 | GTI | Interne |  |
 |
| 3 | GTF | Faire face |  |
  |
| 4 | GTFP | Faire face |  |
  |
| 5 | ETP*-S | Extérieur
(utilisé pour Tour automatique de précision CNC ) |
 |
 |
| 6 | ETP*-C | Extérieur
(Refroidissement de précision) |
 |
 |
Boîte de traitement de la découpe GTD-FT
| Insérer | GTD400F040-FT |
 |
| Classe | GST7115 | |
| Matériau | INCONEL718(HB277) | |
| Vitesse | 25 m/min | |
| Aliments pour animaux | 0,06 mm/r | 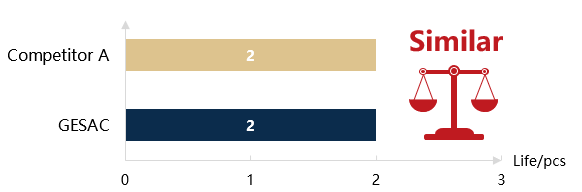 |
| Profondeur | 4 mm | |
| Refroidissement | Emulsion à base d’eau | |
| Type d’usinage | Élevage extérieur |
Cas de traitement de la découpe GTD-MT( Contrepoids)
| Insérer | GTD400F040-MT |  |
| Classe | GST7135 | |
| Matériau | GCr15(HRC18-20) | |
| Vitesse | 94 m/min | |
| Aliments pour animaux | 0,05 mm/r | 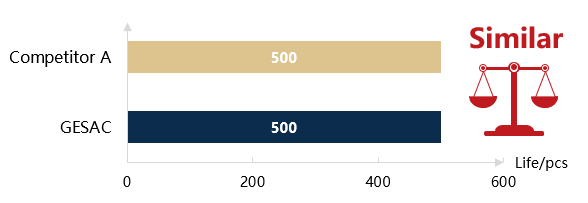 |
| Profondeur | 3.1mm | |
| Refroidissement | Emulsion à base d’eau | |
| Type d’usinage | Faire face au virage |
Cas de traitement de la découpe GTD-FC( Casse-tête)
| Insérer | GTD200C020-FC |  |
| Classe | GST7135 | |
| Matériau | 12Cr21NiST Les | |
| Vitesse | 150 m/min | |
| Aliments pour animaux | 0,02 mm/r | 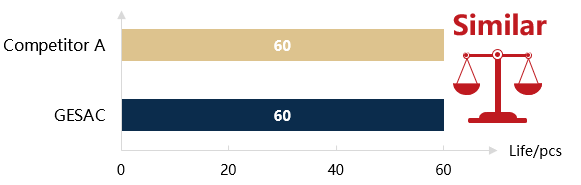 |
| Profondeur | 2 mm | |
| Refroidissement | Emulsion à base d’eau | |
| Type d’usinage | Partition |
Cas de traitement de la découpe GTD-MC( Fermetures)
| Insérer | GTD200C020R06-MC |  |
| Classe | GST7135 | |
| Matériau | Acier 12L14 | |
| Vitesse | 150 m/min | |
| Aliments pour animaux | 0,12 mm/r | 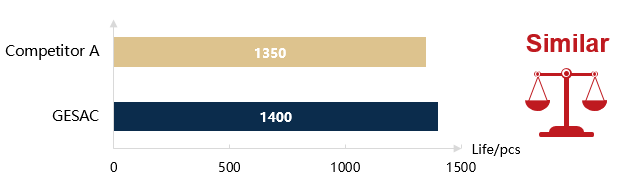 |
| Profondeur | 8 mm | |
| Refroidissement | Emulsion à base d’eau | |
| Type d’usinage | Partition |
Cas de traitement de la découpe GTD-RC( Plaquette)
| Insérer | GTD300E030-RC |  |
| Classe | GST7135 | |
| Matériau | 40Cr | |
| Vitesse | 24 m/min | |
| Aliments pour animaux | 0,12 mm/r |  |
| Profondeur | 12 mm | |
| Refroidissement | Emulsion à base d’eau | |
| Type d’usinage | Partition |
GTD-FG – boîtier de traitement de coupe (bouclier thermique)
| Insérer | GTD300E040-FG |  |
| Classe | GST7135 | |
| Matériau | GH4169(HB≥346) | |
| Vitesse | 39 m/min | |
| Aliments pour animaux | 0,075 mm/r |  |
| Profondeur | 10 mm | |
| Refroidissement | Emulsion à base d’eau | |
| Type d’usinage | Élevage |
Cas de traitement de la découpe GTD-MG( Barre de soupape)
| Insérer | GTD300E030-MG |  |
| Classe | GST7135 | |
| Matériau | MSC425H | |
| Vitesse | 88 m/min | |
| Aliments pour animaux | 0,15 mm/r | 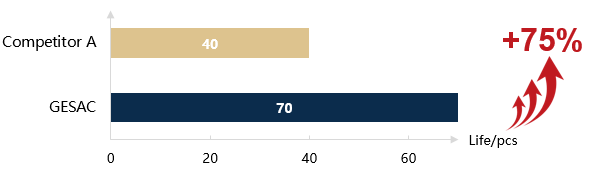 |
| Profondeur | 5,7 mm | |
| Refroidissement | Emulsion à base d’eau | |
| Type d’usinage | Élevage et retournement |
Boîte de traitement de coupe GTD-OR (disque Turbine)
| Insérer | GTD400F200-OU |  |
| Classe | GST7115 | |
| Matériau | GH4097(HRC38-45) | |
| Vitesse | 32 m/min | |
| Aliments pour animaux | 0,1 mm/r | 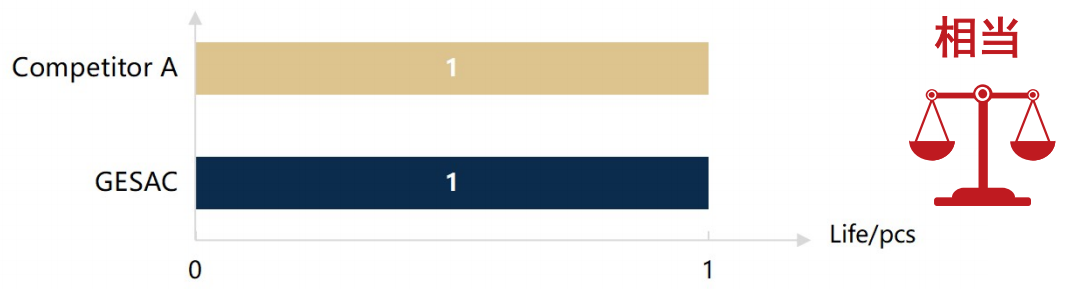 |
| Profondeur | 0,2 mm | |
| Refroidissement | Emulsion à base d’eau/refroidissement externe | |
| Type d’usinage | Profilage du visage |
TGD-MR cas de traitement (Pulley)
| Insérer | GTD400F200-MR | 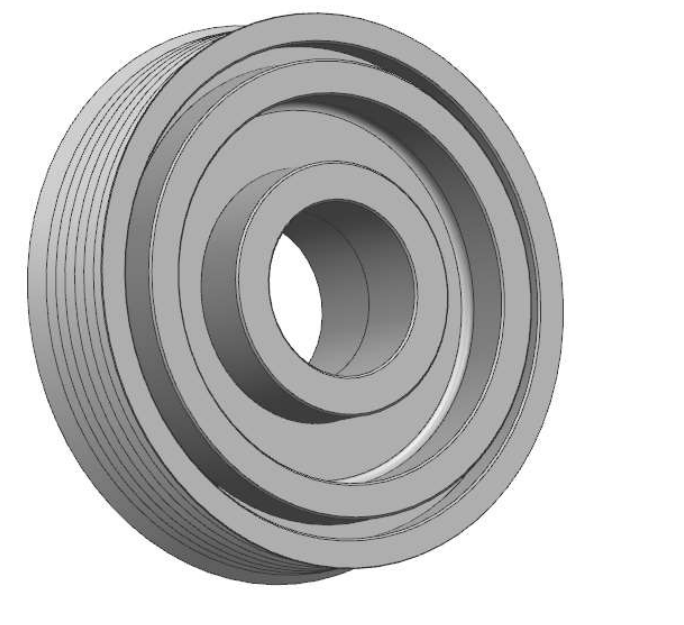 |
| Classe | GK1115 | |
| Matériau | 10#(HB60-80) | |
| Vitesse | 305 m/min | |
| Aliments pour animaux | 0,14 mm/r | 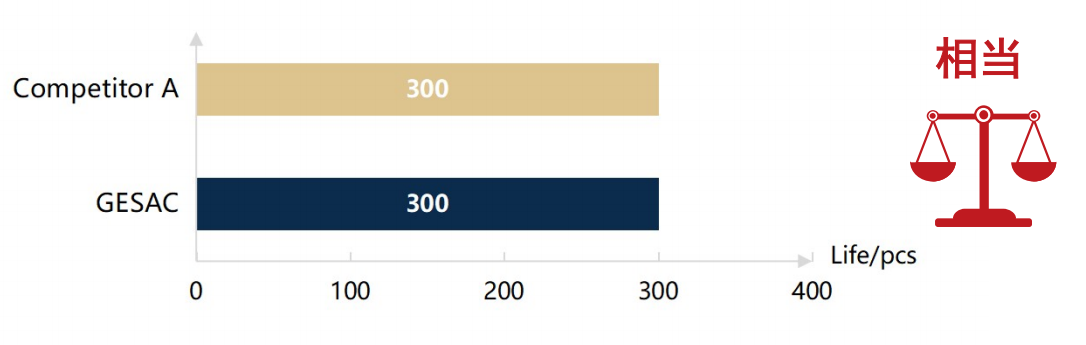 |
| Profondeur | 17 mm | |
| Refroidissement | Emulsion à base d’eau/refroidissement externe | |
| Type d’usinage | Profilage du visage |