
Outils de filetage de la série TPS
Les inserts filetés de la série GSTT sont fabriqués par meulage de précision, avec une grande précision dimensionnelle et une qualité de surface, et équipés d’une variété de porte-outils, qui sont particulièrement adaptés pour le filetage de petites pièces.
 |
 |
- Feature
- Application
- Application case
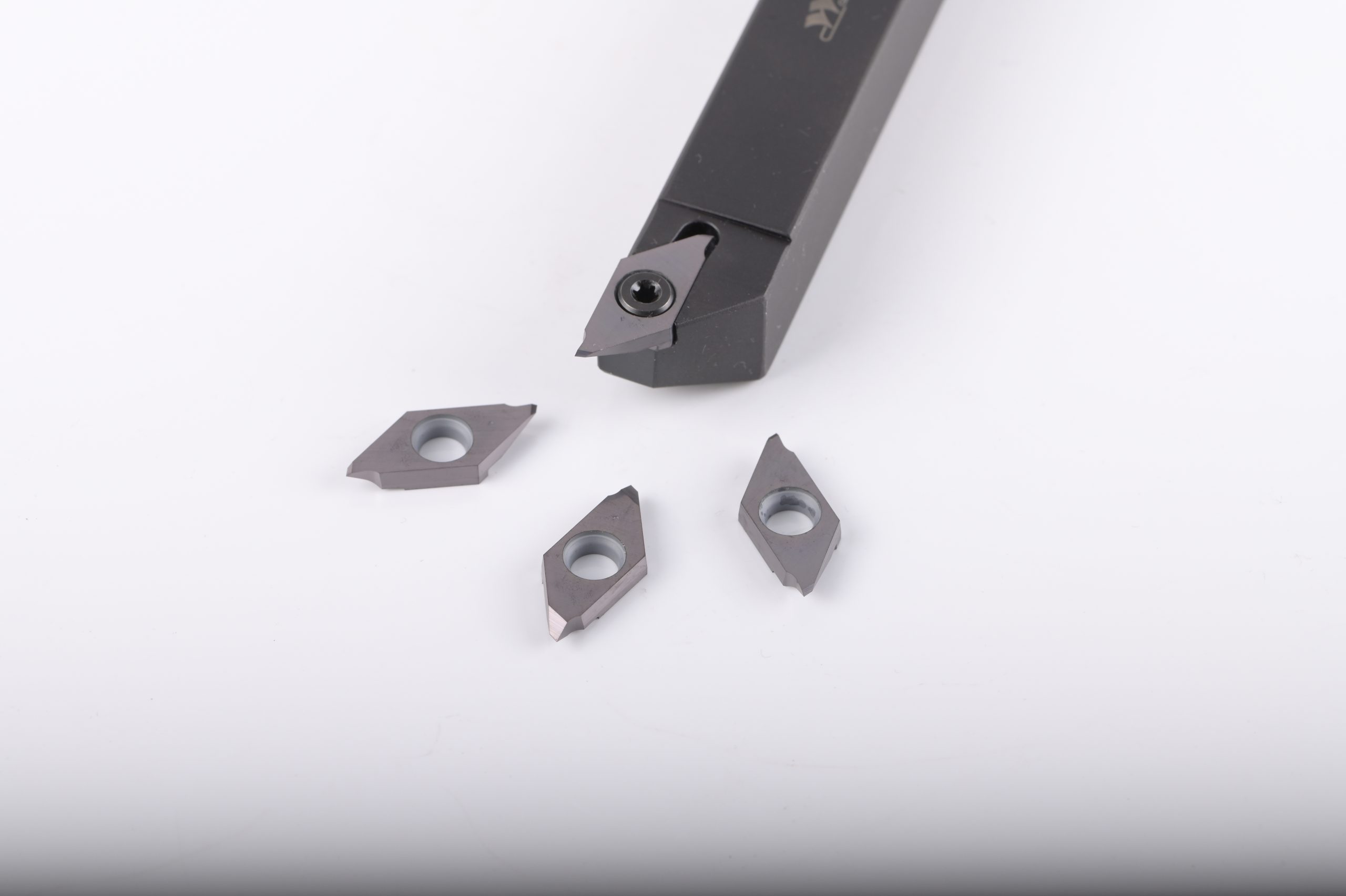
Insérer les caractéristiques
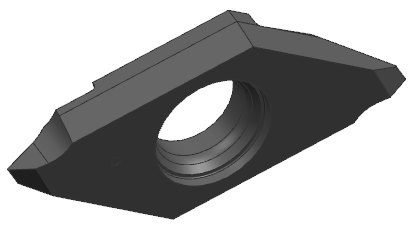 |
GSTT-pour le tournage de fils de petites pièces;
♦ Le bord aiguisé, la conception d’un grand angle de râteau, la coupe légère et rapide assurent le fini de surface des pièces usinées; ♦ Sans largeur de bord, petit rayon pour une meilleure finition de surface. ♦ Disponible55° et 60° inserts de filetage à usage général, pour le tournage de fils de petites pièces |
Revêtement gRade
Fournir un grade PVD spécial pourpetite partieusinage, Convient pour Rapprochement acier, acier inoxydable et autres matériaux.
PVD:GAT7115 GAT7125
Caractéristiques du porte-outil
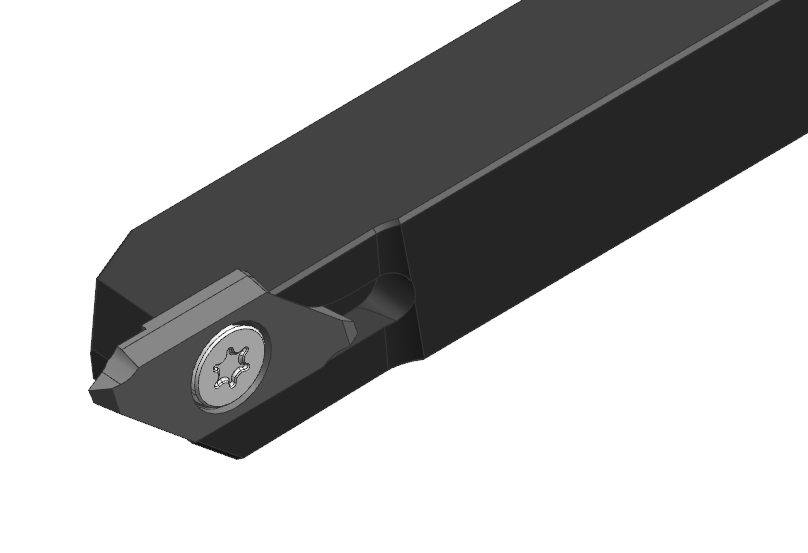 |
Titulaires d’outils pour la TPSpourpetite partieLe filetage.
♦ Y compris les séries TPS et TPS-RS ♦ Hauteur et largeur du support: 10-10-10-12-12-16-16 |
Autresnserts:
Tableau de recommandation des passes de coupe et de l’alimentation radiale
| Type de fil | hauteur en spirale | Code de commande | Nez
rayon(RE) |
Découpe
profondeur |
Total général
passes |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |
| mm | ||||||||||||||||
| ISO
métrique |
Extérieur | 0.20mm | GSTT 3R/L A/B6000 | Max
0,05 Plat |
0.15 | 4 | 0,06 | 0,04 | 0,03 | 0,02 | ||||||
| 0.25mm | 0.19 | 4 | 0,07 | 0,06 | 0,04 | 0,02 | ||||||||||
| 0.30mm | 0,23 | 4 | 0,08 | 0,07 | 0,06 | 0,02 | ||||||||||
| 0,35 mm | 0,27 | 5 | 0,08 | 0,07 | 0,06 | 0,04 | 0,02 | |||||||||
| 0,40m m | 0.30 | 5 | 0.10 | 0,08 | 0,06 | 0,04 | 0,02 | |||||||||
| 0,45 mm | 0,34 | 6 | 0.10 | 0,08 | 0,06 | 0,04 | 0,04 | 0,02 | ||||||||
| 0,50m m | GSTT 3R/L A/B6000 | 0,38 | 6 | 0.10 | 0.10 | 0,07 | 0,05 | 0,04 | 0,02 | |||||||
| GSTT 3R/L A/B60005 | 0,05 | 0,33 | 5 | 0.10 | 0.10 | 0,07 | 0,04 | 0,02 | ||||||||
| 0.60mm | GSTT 3R/L A/B6000 | Max
0,05 Plat |
0,45 | 7 | 0.10 | 0.10 | 0,08 | 0,06 | 0,05 | 0,04 | 0,02 | |||||
| GSTT 3R/L A/B60005 | 0,05 | 0,40 | 6 | 0.10 | 0.10 | 0,08 | 0,06 | 0,04 | 0,02 | |||||||
| 0,70m m | GSTT 3R/L A/B60005 | 0,05 | 0,48 | 6 | 0.10 | 0.10 | 0.10 | 0.10 | 0,06 | 0,02 | ||||||
| 0,75 mm | 0,05 | 0,52 | 7 | 0.10 | 0.10 | 0.10 | 0,08 | 0,07 | 0,05 | 0,02 | ||||||
| 0,80 mm | 0,05 | 0,56 | 7 | 0.10 | 0.10 | 0.10 | 0.10 | 0,08 | 0,06 | 0,02 | ||||||
| 1.00mm | GSTT 3R/L A/B60005 GSTT 3R/L N6001 |
0,05 | 0,71 | 8 | 0.15 | 0.15 | 0,12 | 0.10 | 0,08 | 0,06 | 0,03 | 0,02 | ||||
| 0.10 | 0,66 | 7 | 0,18 | 0.15 | 0,12 | 0.10 | 0,06 | 0,03 | 0,02 | |||||||
| 1,25 mm | 0,05 | 0,90 | 9 | 0.20 | 0,18 | 0,13 | 0.10 | 0.10 | 0,07 | 0,05 | 0,05 | 0,02 | ||||
| 0.10 | 0,85 | 8 | 0.20 | 0,18 | 0,13 | 0.10 | 0.10 | 0,07 | 0,05 | 0,02 | ||||||
| 1.50mm | GSTT 3R/L N6001 | 0.10 | 1.04 | 10 | 0.20 | 0,18 | 0,14 | 0,12 | 0.10 | 0.10 | 0,08 | 0,05 | 0,05 | 0,02 | ||
Vitesse de coupe recommandée
| ISO | Matériau de la pièce | Dureté (HB) | série | Classe | Vitesse de coupe Vc(m/min) |
| P | Acier | ≤ 300 | GSTT | GAT7115 | (60-180) |
| GAT7125 | 90(40-150) | ||||
| M | Acier inoxydable | ≤ 300 | GSTT | GAT7115 | 100(60-150) |
| GAT7125 | 80(40-130) |
Porte-outils:
Fournir divers Porte-outils,Incluant les séries de la TPS et de la TPS-RS*
| C’est pas vrai. | Série de supports | Type d’usinage | Graphique | Remarque |
| 1 | TPS | Usinage excentrique | 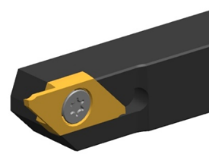 |
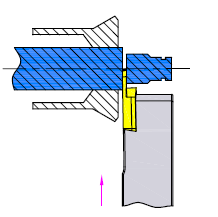 |
| 2 | TPS-RS | Usinage excentrique |  |
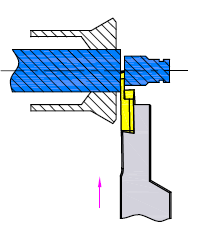 |
Case de traitement de la découpe du GSTT (Pipe Joint)
| Insérer | TGST3RN6001 | 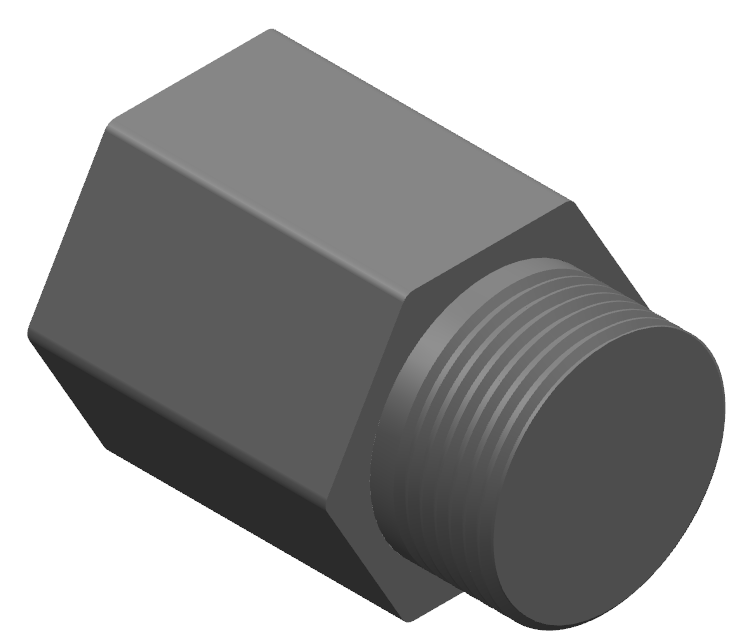 |
| Classe | GAT7115 | |
| Matériau | 20 ans | |
| Vitesse | 48 m/min | |
| Aliments pour animaux | 1,5 mm/r |  |
| Profondeur | 1.04mm | |
| Refroidissement | Emulsion à base d’eau/refroidissement externe | |
| Type d’usinage | Tournage externe du fil |